 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик
 - Новини - Dongying Haorun Chemical Co.,Ltd.")
Телефонуйте нам
+86-13906474940
Напишіть нам
sales@tenachtyre.com

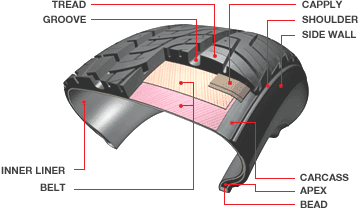
Поширені дефекти якості та їх причини в процесі виробництва шин (1)
Поширені дефекти якості та причини натискання протектора
1. Причинами шорсткості поверхні є: низька температура термічного рафінування та нерівномірне термічне рафінування; Температура екструзії занадто низька; Горіння гуми; Швидкість натискання занадто висока, і швидкість з’єднувального пристрою їй не відповідає.
2. Причинами утворення повітряних отворів всередині протектора є: висока вологість або летючі речовини в сировині; Неправильний процес термічного рафінування з залученням повітря; Температура екструзії занадто висока; Швидкість пресування занадто висока, а подача клею недостатня.
3. Причина, чому розмір і вага секції протектора не відповідають вимогам, полягає в неправильному встановленні екструзійної пластини; Деформація ротової пластини; Неналежний контроль температури термічного рафінування та температури екструзії; Нерівномірна швидкість пресування або неправильна координація з’єднувального пристрою; Недостатнє охолодження після випресування; Недостатнє термічне рафінування.
4. Причинами пригорання є: неправильна конструкція гумової суміші та погані показники пригарання; Високі температури рафінування та екструзії; У голівці пристрою є клей, глухі кути або блокування охолоджувальної води; Подача клею переривається, і порожній вагон застряє матеріалами.
5. Причинами поломки кромки є: недостатня термічна обробка і низька пластичність гумового матеріалу; Горіння гуми; Маленький або заблокований сірчаний гумовий отвір на краю профілю протектора; Низька температура головки машини та ротової пластини
Попередній:Інтелектуальна технологія захисту шин
Надіслати запит


X
Ми використовуємо файли cookie, щоб запропонувати вам кращий досвід перегляду, аналізувати трафік сайту та персоналізувати вміст. Використовуючи цей сайт, ви погоджуєтеся на використання файлів cookie.
Політика конфіденційності
Новини
 Що стосується специфікацій шин для вантажних автомобілів?2021/05/20
Що стосується специфікацій шин для вантажних автомобілів?2021/05/20Незалежно від того, це вантажівка, вантажівка чи автомобіль, розмір шини однаковий у міліметрах як відсоток від ширини перетину та плоского співвідношення. Додайте: код типу шини, діаметр обода (дюйми), індекс навантаження (допустимий код якості навантаження), допустимий код швидкості.
 Який тиск у шинах навантажувачів 30 та 50?2021/05/20
Який тиск у шинах навантажувачів 30 та 50?2021/05/20Тиск у шинах 30 та 50 навантажувачів становить 0,32-0,34MPa та 0,28-0,30MPa відповідно.